插齿作为传统高功率散热器生产工艺,传统常用紧配铆齿的方式进行,但这样会造成配合间隙、齿松动等潜在的散热风险,锐创热能为解决这一难题,通过技术创新推出了多种介质连接新工艺,
即采用高导热环氧树脂粘接、钎悍焊接、锡焊焊接等方式,大大提高散热的可靠性与稳定性,避免存在的风险。
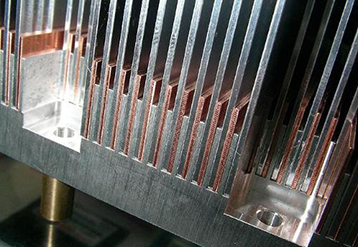
插片型散热器产品特点:齿密、齿间小,外形高度、宽度比较灵活,适用于不同的使用空间,体积小、重量轻,是大功率器件散热器的理想选择!
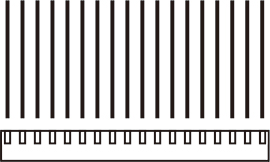
根据设计制作好散热铝/铜基板、散热片,并将基板开槽
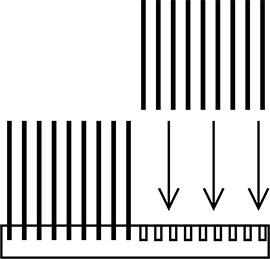
用环氧树脂粘接等方式将散热片插到基板上拼接成一体
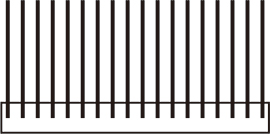
基板与散热片固定后作表面加工处理,成型插片散热器
相关参数:
- 工艺类型最大产品规格Fin厚度和间距焊料工作温度优缺点
- 钎焊600*500*300mm单片厚度0.5-2.5mm 间距>1.5mm低温钎料 导热系数60w/m-k-50℃至180℃优点:传热性能好,高强度,高倍比,适合强制对流和自然对流; 缺点:焊接成本较高
- 锡焊500*300*180mm单片厚度0.2-1.5mm 间距>1.2mm锡膏(低、中、高温) 导热系数35-70w/m-k低温-40℃至90℃ 中温-40℃至130℃ 高温-40℃至170℃优点:高倍比、散热面积大、适合强制对流和自然对流,可与热管配合使用增加散热性能;
缺点:焊接需要镀镍,不适合大型散热器
- 粘接800*500*300mm单片厚度0.5-2.5mm 间距>1.5mm环氧树脂 导热系数:3-5W/m-k-50℃至250℃优点:合适Fin较高及高倍比,散热面积大,适合强制对流和自然对流,低成本,可与热管配合使用增加散热性能;
缺点:焊料导热系数较差